

Industrial Textile Printing Machines in 2026
- Sajid Malik
- Apr 16
- 7 min read


An industrial textile printer is a high-throughput digital printing system designed for continuous fabric production, capable of printing directly onto or through transfer media onto textiles at speeds ranging from 75 to 300+ linear meters per hour, using ink chemistries matched to specific fiber types and end-use requirements.
That definition matters more in 2025 than it did five years ago. The gap between commercial and industrial machines has collapsed at the low end but widened dramatically at the high end.
According to Precedence Research (2023), the global digital textile printing market was valued at $2.8 billion in 2023 and is projected to reach $8.8 billion by 2032, growing at a CAGR of 13.6%. That growth is not coming from small print shops upgrading inkjet printers. It's coming from apparel manufacturers, home décor producers, and contract printers replacing analog screen printing lines with high-speed digital systems.
Here's the thing: most buyers enter this market searching for the fastest machine or the cheapest per-meter cost. Both are the wrong starting question. Choosing between reactive, pigment, and dye sublimation inks. The right question is: which combination of print head architecture, ink system, and substrate handling matches my fabric portfolio and production model?
The Three Print Technologies You're Actually Choosing Between
Most industrial textile printing evaluations come down to three ink system categories. Getting this wrong means buying a machine that's fast on paper but wrong for your fabric types.
Reactive Dye Printing
Reactive dye systems bond chemically with natural fibers cotton, linen, viscose, silk. The color gamut is wide. Washing fast is excellent. But the process requires pre-treatment of fabric, post-printing steaming or fixation, and washing adding steps, water usage, and floor space to your workflow.
Best fit: High-volume cotton apparel, bed linen, and upholstery producers with wet-process infrastructure already in place.
Look, if you're running natural fiber production at scale and already have a steamer and wash line, reactive dye digital printing is almost certainly your technology. The per-meter ink cost is competitive, and color accuracy on cotton is hard to beat with any alternative.
Dye Sublimation Printing

Sublimation transfers ink from paper to polyester fabric using heat. The output is sharp, vibrant, and soft-hand. But it only works on polyester (or polyester-blend fabrics above roughly 65% poly content). Transfer paper adds a consumable cost. And you need a separate calendar or heat press unit.
Best fit: Sportswear, swimwear, flags, soft signage, and polyester home décor.
Pigment Ink Direct-to-Fabric Printing
Pigment inks sit on top of the fiber rather than bonding chemically. This means minimal pre-treatment, no post-steaming, reduced water consumption, and compatibility across a wider range of fabric types cotton, poly-cotton blends, synthetic fabrics, and some technical textiles.
Wash fastness used to be the pigment ink weakness. It still is, compared to reactive dye but the gap has narrowed significantly since 2022 with new pigment ink formulations from suppliers like Huntsman and Kornit's proprietary NeoPigment system.
Most people assume pigment ink is a compromise technology. The data says otherwise for mixed-fiber production environments and brands running frequent short runs across multiple substrate types, pigment can lower total process cost even at slightly higher ink price per liter.
Quick Comparison
Technology | Best For | Key Benefit | Limitation |
Reactive Dye | Cotton, natural fibers | Widest color gamut, excellent wash fastness | Requires steaming + washing post-process |
Dye Sublimation | Polyester, sportswear | Vibrant output, soft hand feel | Polyester-only; transfer paper consumable cost |
Pigment Direct | Mixed fibers, short runs | Low pre-treatment, broad substrate range | Wash fastness below reactive dye on cotton |
Acid Dye | Silk, wool, nylon | Rich color on protein and nylon fibers | Specialty niche; fewer machine options |
Disperse Direct | Technical polyester | No transfer paper step | Limited to polyester; high cure temp required |
How to Evaluate Machine Specifications Without Getting Misled
Speed numbers are where textile printer marketing gets dishonest. Fast.
A printer rated at 180 m²/hour is not printing at that rate in your production environment. That number typically reflects maximum speed at a reduced pass count and a controlled ink load on a specific test substrate. Your actual throughput printing your fabrics, your colors, your ICC profiles could be 40–60% of that number.
Here's how to evaluate specs without getting burned:
To compare industrial textile printers accurately, follow these steps:
Request the throughput figure at your target DPI (typically 600 × 600 or 600 × 900 for production quality)
Ask for ink consumption data in ml/m² at that resolution on a similar fabric weight to yours
Confirm head maintenance cycle how many meters between automated cleaning routines, and what that costs in downtime
Verify whether the rated speed is for single-pass or multi-pass architecture
Get a live demo on your actual substrate, not the supplier's sample roll
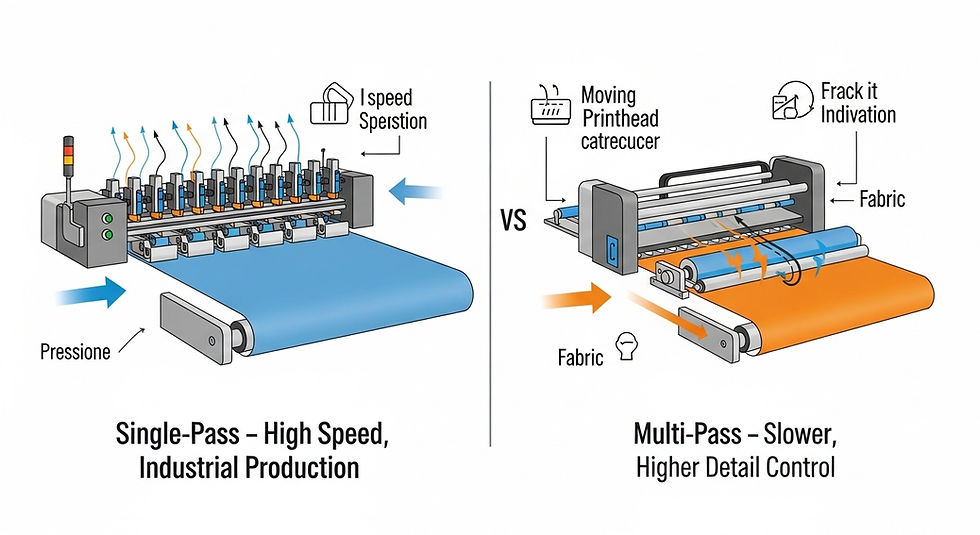
Single-pass printers like the EFI Reggiani BOLT print with a fixed array of heads spanning the full fabric width, meaning the fabric passes once and the image is complete. Multi-pass printers make multiple passes over the same area. Single-pass wins on speed. Multi-pass typically wins on image quality at lower volumes and costs significantly less to purchase.
Or maybe I should say it this way: single-pass vs. multi-pass isn't a quality debate anymore, it's a volume threshold question. Under roughly 500,000 meters per year, most operations can't justify single-pass economics.
The Three Machines Worth Benchmarking in 2025
This guide won't pretend to be a definitive ranked list machine fit is too dependent on your substrate mix and production model. But these three represent the benchmarks the market is currently measuring against.
EFI Reggiani BOLT
The BOLT is a single-pass industrial printer designed for high-volume reactive and pigment printing on natural and blended fabrics. EFI markets it heavily on brand prestige, and that reputation is earned the BOLT's throughput at full speed (up to 90 meters per minute on some configurations) is genuinely in a different category from multi-pass systems.
What EFI's own product pages don't tell you: total cost of ownership at that speed. Confirms throughput and ink system compatibility. Ink consumption at full throughput, head replacement cycles, and the integration cost of connecting BOLT into an existing wet-process line are real variables that can swing the 5-year cost picture significantly. Request itemized TCO data from the distributor, not just the machine price.
ColorJet Vega Series
ColorJet's Vega line covers reactive, acid, and pigment printing across a width range up to 340 cm. It's positioned as a strong value alternative to European competitors for mid-volume operations and it has a meaningful installed base in South Asia and the Middle East.
ColorJet's marketing materials are light on real-world production throughput benchmarks. I've seen conflicting data some distributor materials cite 150 m²/hour for Vega models, others show lower figures under production conditions. My read is that the Vega performs well in the 100–130 m²/hour range at production quality, which positions it correctly for operations running 200,000–600,000 meters annually.
Mimaki Tiger-1800B MkIII
The Tiger-1800B MkIII is a multi-pass reactive/acid dye printer targeting fabric producers who need flexibility across natural fiber substrates with a lower entry investment than single-pass systems. Print width goes to 1,850mm. It's a workhorse for mid-market operations.
Mimaki's strength is ecosystem their RIP software (Mimaki RasterLink), ink supply systems, and technical support infrastructure are well-developed. What the Tiger-1800B doesn't offer is the throughput ceiling of single-pass systems. For operations scaling toward 1,000,000+ meters annually, it's a step on the path, not the destination.
Understanding Total Cost of Ownership What Most Comparisons Skip
Purchase price is the number buyers fixate on. It's also the least predictive number for long-term profitability.
The variables that actually determine your cost-per-meter over a 5-year horizon:
Ink consumption rate expressed in ml/m² at your target resolution and coverage. At scale, a difference of 2 ml/m² compounds into hundreds of thousands of dollars in ink spent annually.
Head replacement cost and cycle print heads are consumables. Some systems use cheaper heads with shorter cycles; others use expensive heads rated for higher meter counts. Neither is always better. The math depends on your throughput.
Downtime cost scheduled maintenance windows, head cleaning cycles, and unplanned stoppages all have a cost measured in production capacity lost. A machine rated 20% faster than a competitor but with 15% more scheduled downtime may deliver less actual output.
Pre- and post-treatment integration reactive and acid dye systems require chemical pre-treatment and post-print fixation. If you're building a new line, that infrastructure cost belongs in your machine comparison. If you already have it, it doesn't.
Quick note: most vendor ROI calculators only include ink and machine depreciation. Build your own model that includes labor (operator hours per shift), substrate waste during startup/color matching, and consumables beyond ink.
What to Ask Before Signing Any Purchase Agreement
Some experts argue that running a full pilot production run before purchase is impractical for most buyers given logistics, NDAs, and supplier reluctance. That's valid for large-format, high-value equipment. But if you're committing $300,000 to $1.5M+ on a capital purchase, it's worth negotiating.
Here's what to request in writing before finalizing any industrial textile printer purchase:
Guaranteed minimum throughput (m²/hour) at specified resolution on your substrate
Ink consumption specification (ml/m²) with tolerance range
Head warranty terms meters or time, whichever comes first
On-site installation and operator training scope
Spare parts availability and lead time commitment for your region
Reference customers in your country or region running similar fabric types
What most guides skip is the service contract structure. What to include in a textile printer service contract?
A machine with a cheaper upfront price but an expensive, slow-response service contract in your region can cost more in Year 2 than a premium machine with local support infrastructure.
FAQs
Q: What's the best industrial textile printer for cotton fabric production?
A: For cotton, reactive dye systems are the strongest match. The EFI Reggiani BOLT and Mimaki Tiger-1800B MkIII are both well-regarded options, depending on your target volume and budget.
Q: How do I choose between dye sublimation and reactive dye printing?
A: Dye sublimation works only on polyester fabrics. Reactive dye is designed for natural fibers like cotton and silk. Your fabric type determines the technology there's no overlap in practical application.
Q: Should I buy a single-pass or multi-pass textile printer?
A: Single-pass printers suit high-volume operations above roughly 500,000 meters annually. Multi-pass systems offer better value at lower volumes with more flexibility. The break-even depends on your throughput target.
Q: Why does my quoted print speed differ from real production output?
A: Rated speeds are measured at lower DPI and controlled ink loads. Real production throughput at commercial quality on your fabric typically runs 40–60% of the maximum spec. Always request demos at your target resolution.
Q: When should I consider pigment ink over reactive dye for industrial printing?
A: Choose pigment when you print across multiple fabric types, run frequent short runs, or want to reduce pre- and post-treatment process steps. Reactive dye is better for pure natural-fiber production at scale where wash fastness is critical.
Comments